
- Position:
- Batte Melt pump > NEWS >
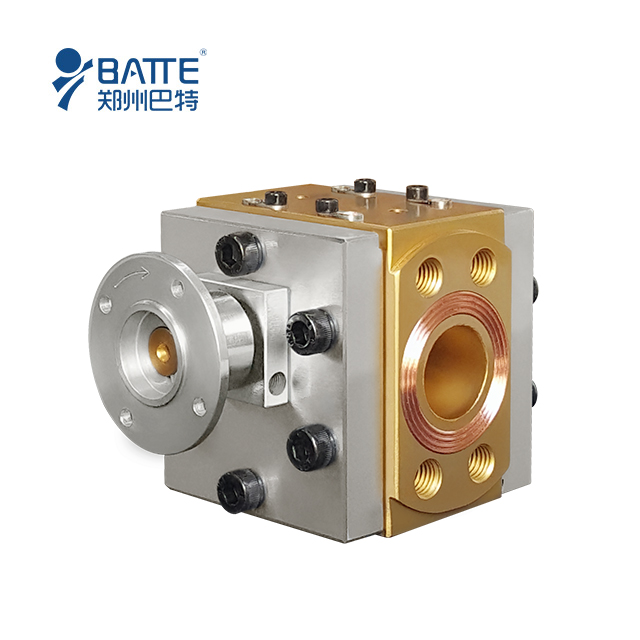

New Melt Pump Invention Needs No Inlet Pressure
A new melt pump concept-the first counter-rotating twin-screw melt pump-was introduced at last year’s K Show by Henschel GmbH in Kassel, Germany. Melt pumps, which create pressure between a co-rotating twin-screw compounding extruder and die, have previously been either counter-rotating gear pumps or single-screw pumps. Henschel’s Xtreamor pump is like neither. It’s distinguished from conventional melt pumps by dramatically lower inlet pressure and lower energy consumption over the entire compounding line.
It’s an unusual development in a mature product like melt pumps, where new technology for decades has been only incremental tweaks. It’s also unusual coming from Henschel, formerly Henschel Antriebstechnik GmbH, a maker of gear boxes. The inventor of the twin-screw pump, Matthias Henke, was part of a management buyout of Henschel’s gear box business in 2006 and in 2011 became 100% owner. His patent pending pump was under development for two years.
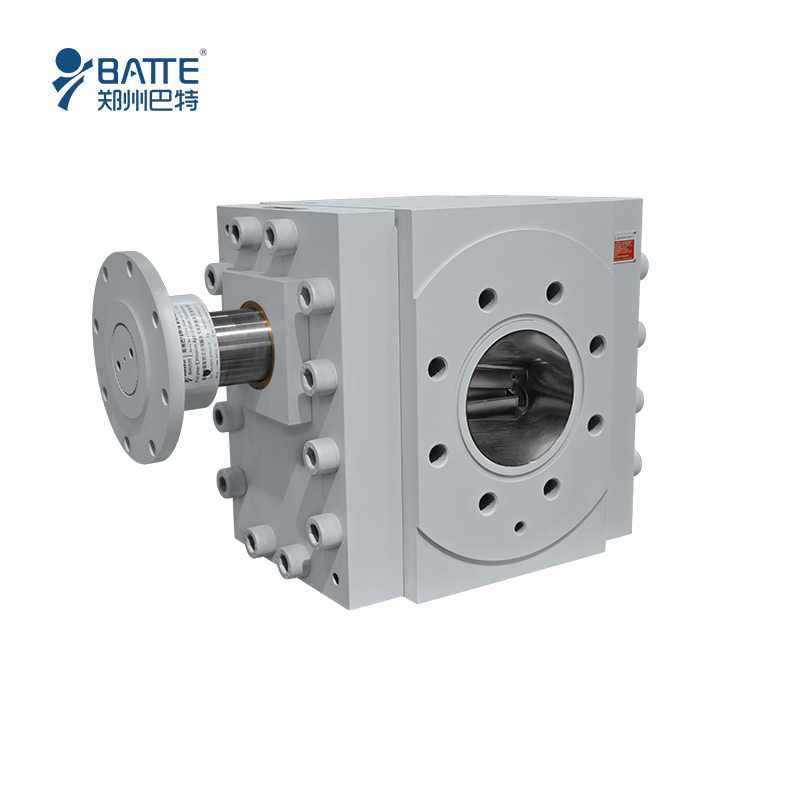
The Xtreamor pump is a mechanical pump or feeding mechanism, which “creates a continuous cylinder like a piston in a car,” explains owner/inventor Henke. After each half rotation of the screws, one chamber between the screws is closed and the next is opened, feeding material forward. Material doesn’t flow backward and pulse, as it does in a gear pump, and fill levels can be higher than with a gear pump.
But the big difference is low inlet pressure. The Xtreamor pump can be fed with inlet pressure of 0 to 0.4 bars vs. 24-50 bars of inlet pressure for standard gear pumps and 2-10 bars of inlet pressure for single-screw melt pumps. The twin-screw pump can generate the same exit pressures as other melt pumps of up to 350 bars.
Temperatures are also cooler in the twin-screw pump. Outlet temperature coming from the main extruder remained at 233 C for CaCO3-filled PE vs. an increase to 244 C for a gear pump and to 252 C for a single-screw melt pump, Henschel reported at the K Show. The Xtreamor pump has electric heating cartridges and water injection barrel cooling. (Gear pumps typically don’t have heating or cooling, though they can, while single-screw melt pumps typically do.)
Don’t confuse the Xtreamor pump with a counter-rotating twin-screw extruder either. Besides having two counter-rotating screws, there is little similarity. Screws in Henschel’s melt pump have outside/inside diameter ratios of two or higher where screws in counter-rotating twin-screw extruders have OD/ID ratios of 1.45 to 1.85. The twin-screw pump has L/Ds of only 2.3-2.5, where counter-rotating twin-screw extruders have ten times higher L/Ds of 22-32 or more.
Henschel has designed five different screw geometries so far with different depth/diameter ratios and number of screw flights and offers pumps from 60 to 200 mm diameter. The twin-screw melt pump also requires a different gearbox than Henschel has built before. Henschel set up a new unit, Henschel ExtruTec GmbH in Heiligenstadt, Germany (www.xtreamor.com), to build the new pump and plans to have labs set up for customer trials in both Germany and the U.S. later this year. Siegward Rockstedt, former head of Maschinenfabrik S. Rockstedt GmbH in Germany, which built multi-screw compounders, worked with Henschel on the first trials and installations.
The first two Xtreamor melt pumps are in commercial use at compounder JM Polymers in Saint-Romain-Lachalm, France (www.jmpolymers.fr), which has had a 100-mm-diameter Xtreamor melt pump running for a year and a 140-mm melt pump for seven months. Both are on twin-screw extruders compounding CaCO3-filled LDPE master batches for film. JM Polymer’s website offers Cacolin PE master batches with up to 82% CaCO3, one of the highest reported commercial loadings. JM has also made custom formulations for customers with up to 84.5% CaCO3, believed to be the highest in the world. Heritage Plastics Inc., Picayune, Miss.offers PE master batches with up to 80% CaCO3 and has gone higher for custom formulations.
With operating experience, JM confirms that lower inlet pressure in the twin-screw pump results in dramatic overall energy savings on the main extruder of more than 50%. “Because the upstream co-rotating twin-screw extruder doesn’t have to generate high fill pressures, it allows more of the compounder to be used for mixing, and power consumption is crazily low,” reports Pierre Burdier, technical engineer at JM Technology, which builds JM’s compounding machinery. “The Henschel pump is only 38 kW where a comparable single-screw pump is 110 kW. ROI on the new melt pump was less than a year on the energy savings,” JM’s Burdier notes. “Torque on the main extruder is also 20% less because it doesn’t have to push, only to mix.”
OTHER NEW MELT PUMP TECHNOLOGIES
Two other new melt pump developments also target energy savings and improved flow. At the K Show, Maag Pump Systems in Oberglatt, Switzerland , part of Dover Pump Solutions Group, introduced a new generation counter-rotating gear pump on which Maag worked for eight years. Generation 6 represents a redesign of every element of the pumps, the company says, “with more compact design, sharply increased volumetric efficiency, and lower pulsation.” It allows up to 50% higher flow rates for the same pump size with half as much material recirculating in the pump, Maag says. The first is in commercial operation.
Nordson Xaloy Inc., New Castle, PA since 2009 has offered a flexible system of modular bushing inserts on its standard and high pressure gear pumps to optimize flow properties for different polymers. Xaloy has built eight insert variations so far. A specific size pump can have multiple bushing inserts, which can easily be changed, the company says. Flow bore inserts are typically used for thermally sensitive polymers like PC, ePET, and biopolymers.
The article source:http://plasticsengineeringblog.com/2014/01/31/new-melt-pump-invention-needs-no-inlet-pressure/

Any questions about our products, please feel free to contact us! We promise you high-end products and first-class service.Look forward to our cooperation!!!
- sales@battemachinery.com
- +0086-371-67991755


